Um Schäden im Lack zu vermeiden, müssen die Funktionsweisen der Geräte, Maschinen und Anlagen bekannt sein und die Bedienungsanleitungen befolgt werden. Eine übersicht über die Lackierverfahren und deren richtige Anwendung sind in diesem Beitrag zusammengefasst.
Wenn zum Beispiel an einem frisch lackierten Fahrzeug Staubeinschlüsse zu erkennen sind, liegen die Ursachen meist in einer unsauberen Vorbereitung oder in mangelnder Wartung der Geräte und Maschinen oder Kabinen.
Die Ursachen für Staubeinschlüsse können vielfältig sein:
- Der Staubfilter in der Kabine ist verbraucht.
- Der Druckausgleich in der Spritzkabine war nicht vorschriftsmäßig.
- Die Spritzkabine ist verschmutzt.
- Die Spritzkleidung war unsauber.
- Die Lackierfläche war nicht sorgfältig gereinigt.
Spritzpistolen pflegen
Spritzpistolen müssen nach Gebrauch gründlich gereinigt werden. Dazu sollte die Pistole zerlegt und nach dem Reinigen wieder zusammengebaut werden. Die Pistolenreinigung wird durch einen Pistolenwaschautomat erleichtert. Pistolenreinigungsanlagen schützen den Lackierer vor gesundheitsgefährdendem Reinigungsmittel und bewahren die Umwelt vor Lösemittelemissionen. Die Düsen von Spritzpistolen dürfen niemals mit falschem Werkzeug, etwa mit Drahtbürsten, gereinigt werden.
Funktion der Spritzpistolen
In Spritzpistolen reißt die komprimierte Luft die Lackmaterialien aus dem Lackbehälter mit. Während des Austritts aus der Düse werden die Lacke zerstäubt. So wird eine gleichmäßige Verteilung auf der Oberfläche erreicht. Dieser Vorgang erfolgt nach dem Venturi-Prinzip.
Die Spritzpistolen werden nach ihrer Materialzufuhr benannt. Es wird unterschieden in:
- Fließbechersysteme
- Saugbechersysteme
- Drucksysteme
Vorbereitung der Lackierpistole
Vor der Inbetriebnahme von Spritzpistolen ist auf saubere Spritzluft, ausreichendes Luftvolumen und den richtigen Eingangsfließdruck zu achten. Außerdem sind die Materialregelung, die Rund- oder Breitstrahleinstellung und der Spritzabstand zu kontrollieren.
Auch beim Einstellen der Lackierpistole können Fehler unterlaufen:
- Der Düsensatz passt nicht oder ist beschädigt.
- Der Spritzdruck ist zu hoch oder zu gering. Es ergibt sich ein ungleichmäßiges Spritzbild, Läufer oder Orangenhaut.
- Der Spritznebelanteil ist zu hoch, dadurch wird der Lack zu trocken aufgespritzt.
- Die Spritzviskosität ist zu hoch eingestellt, und die Zerstäubung ist ungenügend.
- Zu geringer Spritzabstand führt zu hohem Farbnebelrückschlag und zu Läufern durch zu hohen Materialauftrag.
- Bei zu großem Spritzabstand entsteht kein deckendes Spritzbild. Die Gefahr der Wolkenbildung nimmt zu.
- Der Druckluftmikrometer an der Pistole ist nicht richtig eingestellt, es entstehen Farbtonabweichungen.
- Rund-/Breitstrahlregulierung richtig einstellen, um ein optimales Arbeitstempo zu erreichen.
- Die Materialmengen-Regulierschraube muss genügend Materalfluss freigeben; sie darf nicht zu gering eingestellt sein.
Druckluftaufbereitung der Lackierverfahren
Bei der Druckluftaufbereitung werden Kompressoren eingesetzt. Die Qualitätsanforderungen an die Druckluft sind beim Lackieren sehr hoch. Druckluft muss frei von Staub, Schmutz und Silikonen, trocken und frei von Kondensat und Öl sein. Außerdem muss sie in ausreichendem Volumen, mit konstantem Luftdruck und in gleichbleibender Temperatur vorhanden sein.
Druckluftkompressoren werden in folgende Arten eingeteilt:
- Kolbenkompressor
- Membrankompressor
- Schraubenkompressor
Durch das Verdichten der Luft in den Kompressoren ist die Luft mit Öl und Metallabrieb angereichert. Die angesaugte Luft enthält je nach Witterung mehr oder weniger Feuchtigkeit. Durch Adsorptionstrockner hinter dem Kompressor kann bereits ein Großteil der Verunreinigungen entfernt werden. Kombifeinfiltereinheiten dienen zur Einstellung des Spritzdruckes und zur weiteren Druckluftsäuberung. Die Filterpatronen sind alle sechs Monate zu ersetzen, bei starkem Schmutzanfall früher. Spätestens bei einem Druckunterschied vom max. 1 bar zwischen Ein-und Ausgangspunkt ist die Filterpatrone zu wechseln. Hierbei ist unbedingt zu beachten, dass Kondensat Sondermüll ist.
Druckluftbedarf verschiedener Lackierverfahren
Bei den in einer Lackierwerkstatt eingesetzten Werkzeugen und Geräten ist bei einem Betriebsdruck von 6 bar von folgendem Druckluftbedarf (in Liter pro Minute) auszugehen:
- Spritzpistole: 300– 550
- Ausblaspistole : 60–250
- Exzenterschleifgerät: 800–2000
- Flächenschleifgeräte: 150–800
- Atemschutzmaske: 100
- Schlagschrauber : 250–500
Auch bei der Druckluftbereitung können Fehler entstehen. Gängige Fehler sind:
- Druckabfall an der Spritzpistole durch zu kleinen Kompressor
- Wasserblasen und Staubeinschlüsse bei der Lackierung durch zu hohen Kondensatanteil in der Druckluft.
Lackieranlagen
In der Lackiererwerkstatt werden Spritz- und Trocknungskabinen entweder mit Heizöl, Strom oder Gas betrieben um Luftumwälzung, Farbnebelabsaugung und Lufterwärmung durchzuführen. Lackieranlagen werden unterschieden in Kombianlagen und Anlagen mit getrennten Spritz- und Trockenkabinen
Bei Kombianlagen kann die Kabine sowohl zum Spritzen als auch zur Lacktrocknung verwendet werden; der Vorteil liegt im geringen Platzbedarf. Nachteil ist der relativ hohe Energieaufwand, da nach dem Aufheizen auf 60 bis 80 Grad Celsius die Kabine wieder auf eine Raumtemperatur von 20 bis 25 Grad Celsius gebracht werden muss.
Um eine hochwertige Lackierung auszuführen, ist eine gut funktionierende Spritzkabine erforderlich. Die einwandfreie hochwertige Lackierung ist auch von der gründlich gereinigten und sauber gehaltenen Lackierkabine abhängig.
Spritzkabinen werden im Wesentlichen mit zwei Arten von Farbnebelabscheidungssystemen hergestellt. So gibt es zum einen Kabinen mit Trockenabscheidung. Die verunreinigte Luft wird in Filtermatten aufgefangen, die je nach Arbeitsanfall regelmäßig zu ersetzen sind.
Außerdem gibt es Kabinen mit Nassabscheidung. Die verunreinigte Luft fällt dabei durch ein mit Gitterrosten bedecktes Wasserbecken.
Trocknung von kleineren Flächen
Für kleinere Flächen und bei Ausbesserungsarbeiten werden Infrarotstrahler zum Trocknen der Lackflächen eingesetzt. Durch die kurzwelligen Strahlen trocknen die Lackschichten von innen nach außen. Der Metalluntergrund überträgt die Wärme auf die Lackschichten. Die Luftschicht wird nicht erwärmt.
Infrarotstrahler werden mit kurzwelliger, mittelwelliger und langwelliger Strahlung hergestellt. Trocknungszeiten bei einem Abstand von 80 cm betragen bei Polyesterspachtel etwa zwei Minuten, bei Decklackierungen rund sieben bis zehn Minuten.
Die Fahrzeug-Serienlackierung
Die Serienlackierung bei den Automobilherstellern erfolgt in einer so genannten Fertigungsstraße. Der Ablauf der Lackierung erfolgt in folgenden Arbeitsschritten:
- Entfetten und Reinigen der Karosserie
- Korrosionsschutz durch Phosphatieren
- Kathodische Tauch-Grundierung
- Einbringen von Dichtmassen
- Aufbringen von Füller
- Steinschlagschutz
- Erste Schicht Decklack
- Zweite Schicht Decklack
- Hohlraumversiegelung
Karl Weinhuber
Prüfungsfragen zu Lernfeld 9 – Lackierverfahren
- Nennen Sie mögliche Ursachen für Staubeinschlüsse bei der Lackierung.
- Nennen Sie Vorteile einer Pistolen- reinigungsanlage.
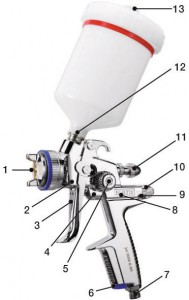
- Benennen Sie die Teile der Spritzpistole.
- Beschreiben Sie die Funktion einer Spritzpistole!
- In welche Arten werden Spritzpistolen eingeteilt?
- Wie muss die Druckluft beschaffen sein, um ein sauberes Lackierergebnis zu erhalten?
- Nennen Sie Arten von Druckluftkompressoren, die in Lackiererwerkstätten eingesetzt werden.
- Welche schädlichen Anteile in der Druckluft entstehen beim Verdichten der Luft in den Kompressoren?
- Wie werden die schädlichen Anteile der Druckluft entfernt?
- Nennen Sie Fehler bei der Druckluftaufbereitung!
- Nennen Sie Vor- und Nachteile von Kombikabinen.
- Wie hoch sind ca. die Trocknungszeiten für Decklackierungen bei Infrarotstrahlern?
- In welchen Arbeitsschritten erfolgen Serienlackierungen?
Lösungen
- Mögliche Ursachen für Staubeinschlüsse:
- Staubfilter in der Kabine sind verbraucht
- Druckausgleich in der Spritzkabine war nicht vorschriftsmäßig
- Spritzkabine ist verschmutzt
- Spritzkleidung ist unsauber
- Lackierfläche war nicht sorgfältig gereinigt
- Pistolenreinigungsanlagen schützen den Lackierer vor gesundheitsgefährdendem Reinigungsmittel und bewahren die Umwelt vor Lösemittelemissionen.
- Teile der Spritzpistole:
- Düsensatz
- Selbstnachstellende Nadelpackung
- Abzugsbügel
- Selbstnachstellende Luftkolbenpackung
- Stufenlose Rund- Breitstrahlregelung
- Codesystem
- Druckluftanschluss
- Luftkolben
- Arretierschraube
- Luftmikrometer (Einstellen des Luftvolumens abgestimmt auf das jeweilige material)
- Materialmengenregulierung (Einstellen der Durchflussmenge des Lackmaterials)
- Lacksieb ( Verhindert Verunreinigung der Lackfläche, regelmäßig reinigen)
- Lackbehälter mit Becherdeckel und Tropfsperre
- In Spritzpistolen reißt die komprimierte Luft die Lackmaterialien aus dem Lackbehälter mit. Die Lacke werden während des Austrittes aus der Düse zerstäubt. So wird eine gleichmäßige Verteilung auf der Oberfläche erreicht. Dieser Vorgang erfolgt nach dem Venturi-Prinzip.
- Die Spritzpistolen werden nach ihrer Materialzufuhr benannt. Es wird unterschieden in:
- Fließbechersystem
- Saugbechersystem
- DrucksystemDie Druckluft muss
- Beschaffenheit der Druckluft
- frei von Staub
- frei von Schmutz und Siliconen,
- trocken(frei von Kondensat und Öl)
- in ausreichendem Volumen
- mit konstantem, Luftdruck
- und in gleichbleibender Temperatur vorhanden sein.
- Druckluftkompressoren werden in folgende Arten eingeteilt:
- Kolbenkompressor
- Membrankompressor
- Schraubenkompressor
- Öl und Metallabrieb
- Durch Adsorptionstrockner hinter dem Kompressor kann bereits ein Großteil der Verunreinigungen entfernt werden. Kombifeinfiltereinheiten dienen zur Einstellung des Spritzdruckes und der weiteren Druckluftsäuberung
- Druckabfall an der Spritzpistole durch zu kleinen Kompressor
- Wasserblasen und Staubeinschlüsse bei der Lackierung durch zu hohen Kondensatanteil in der Druckluft
- Bei Kombianlagen kann die Kabine sowohl zum Spritzen als auch zur Lacktrocknung verwendet werden. Der Vorteil liegt im geringen Platzbedarf. Nachteil ist der relativ hohe Energieaufwand, da nach dem Aufheizen( 60–80 Grad Celsius) die Kabine wieder auf Raumtemperatur (20–25 Grad Celsius) gebracht werden muss.
- ca. 7 bis 10 Min
- Der Ablauf erfolgt in folgenden Arbeitsschritten:
-
- Entfetten und Reinigen der Karosserie
- Korrosionsschutz durch Phosphatieren
- Kathodische Tauch-Grundierung
- Einbringen von Dichtmassen
- Aufbringen von Füller
- Steinschlagschutz
- Erste Schicht Decklack
- Zweite Schicht Decklack
- Hohlraumversiegelung
Noch mehr Prüfungsfragen gibt es in unserem Lackiererblatt Wissens-Check
Teilen: