



Füller, Klarlack, Basislack – bei der Autoreparaturlackierung ist das Spektrum an eingesetzten Lacken relativ überschaubar. Entsprechend schlank ist auch das Sortiment an Applikationsgeräten: Füllerpistole, HVLP- oder RP-Pistole für den Decklack, dazu für Spot-Repairs eine Designpistole. Ganz anders stellt sich das Thema Applikation dar, wenn Industrieaufträge bearbeitet werden. Dennoch sind auch hier vielfach die aus der KFZ-Reparaturlackierung bekannten Pistolen geeignet – häufig werden sie dann mit speziellen Merkmalen ausgestattet, die sie für die Industrielackierung besonders geeignet machen.
Insbesondere dann, wenn hochwertiges Finish oder wirtschaftliche Applikation verlangt wird, sind luftzerstäubende Hochleistungs-Lackierpistolen mit moderner RP- oder HVLP-Düsentechnologie auch in der industriellen Lackierung erste Wahl. Neben den im Kfz-Bereich bewährten Fließbecherlackierpistolen wie z.B. der SATAjet 4000 B oder der SATAjet 5000 B werden in Kombination mit Materialversorgungssystemen gerne materialdruckgespeiste Lackierpistolen eingesetzt. Diese in der Branche gerne als „Kesselpistolen“ titulierten Geräte wie die SATAjet 3000 K sind analog den Becherpistolen mit aktueller Düsentechnologie ausgestattet – die erreichbaren Oberflächenergebnisse stehen denen der Fließbecherpistole in nichts nach. Noch dazu können neben der optimalen Handhabung der Kesselpistole (z.B. Überkopf) individuelle Einstellungen an der Pistole über die Druckparameter vorgenommen werden: Je nach Materialversorgungsdruck und eingestellter Zerstäubungsluft kann, neben der bekannten mechanischen Rund- und Breitstrahlregulierung sowie der Materialmengenregulierung, individuell auf die Strahlgeometrie, den Materialauswurf und die Zerstäubungseffizienz Einfluss genommen werden.
Allround-Pistolen gefragt
Die Vielzahl an unterschiedlichen Werkstücken und deren Untergründe sowie die individuellen Anforderungen an die Beschichtungen bedingen eine Vielzahl an unterschiedlichen Beschichtungsstoffen mit individuellen Eigenschaften. Entsprechend breit ist die Industrielackierung mit universeller Lackiertechnik ausgerüstet. Von der Becherpistole über die Kesselpistole, 2-Komponenten-Dosiersysteme, Elektrostatik- und Pulverapplikation bis hin zur automatisierten Beschichtung auf Lackieranlagen und -Robotern ergeben sich unzählige Möglichkeiten.
Viele Aufgabenstellungen und Kleinserien in der Lohnbeschichtung sind jedoch über universell und konventionell einsetzbare Spritztechnik abbildbar. Auf Basis des universalen Lackierpistolen- und Düsenspektrums der SATAjet 1000-Baureihe können unterschiedlichste Aufgabenstellungen gelöst und die Vielzahl unterschiedlichster Spritzmedien hervorragend verarbeitet werden: von dünnflüssigen Beizen über Klar- und Basislacke, Strukturlacken und Lasuren bis hin zu Klebern und sonstigen thixotropen Materialien.
Durch Anbaumöglichkeiten für Lackierverlängerungen in verschiedenen Ausführungen lassen sich selbst schwer zugängliche Stellen beschichten. Die verschiedenen Düsensysteme sind für den Einsatz mit der Fließbecher- und der materialdruckgespeisten Version verfügbar. Überdruck-Fließbecher (SATA BVD) und spezielle Rührwerksbecher können optional auf Standard-Fließbecherpistolen nachgerüstet werden und ermöglichen eine Verarbeitung hochviskoser Materialien auch in Kleinmengen mit der Fließbecherpistole.
Stark bei kleinen Flächen
Der Fahrzeuglackierer schätzt die SATAminijet 4400 B, wenn es um Spot-Repair-Aufgaben geht oder wenn kleine Lackschäden zu beseitigen sind. Handlich und feinstzerstäubend für geringe Materialmengen finden SATAminijet-Lackierpistolen ebenfalls gerne Anwendung in verschiedensten Bereichen der industriellen Beschichtung. Kleine Flächen oder Kleinteile, hauchdünne Lackschichten Ausbesserungsarbeiten an der Oberfläche von Maschinen und Anlagen – für die SATAminijet 4400 ideales Einsatzgebiet. Selbst Serienbeschichtungen mit hohem Anspruch an feinste Zerstäubung und dünne Schichtstärken lassen sich wirtschaftlich über die materialdruckgespeiste Variante SATAminijet 1000 K mit den Vorteilen einer Kesselpistole abbilden.
Speziallösungen
Neben konventioneller Spritztechnologie, optimierter Hochdrucktechnik (RP) und den Niederdruckverfahren (HVLP) mit Fließbecher- oder Kesselpistole wird bei großen Flächen, Grundierungen und Funktionsbeschichtungen auch die „Höchstdrucktechnologie“ bzw. das sogenannte air-mix-Verfahren oder das airless-Verfahren eingesetzt:
Lackmaterial wird über eine Hochdruckpumpe (z.B. SATA modulus) auf bis zu 250 bar oder bei airless-Applikation noch weit über 250 bar verdichtet und zur Pistole gefördert. Die Tröpfchenbildung im Höchstdruckverfahren erfolgt nicht wie bei den RP- oder HVLP-Technologien über Druckluftzerstäubung, sondern über eine explosionsartige Druckentspannung beim Austritt des Lackmaterials aus der airless-Düse. Ähnlich dem Hochdruckreiniger bei der Fahrzeugwäsche wird das unter hohem Druck stehende Fluid über die winzige Öffnung einer Hartmetall-Materialdüse durch die Düse gepresst. Der hohe Druck zerreißt das Fluid beim Austritt aus der Düse in feine Tröpfchen – die Zerstäubung beim Airless-Verfahren.
Klarer Vorteil des Airless-Verfahrens ist der hohe Auftragswirkungsgrad und die enorme Flächenleistung – aber zu Lasten der Oberflächengüte. Daher findet die reine Airlesstechnologie meist bei Korrosionsschutzbeschichtungen, sehr großen Flächen z.B. im Stahlbau, Bautenbereich oder im Schiffsbau Verwendung. Im Kfz-und Nfz-Bereich kennen wir das Airlessverfahren z.B. bei Unterbodenschutzbeschichtungen.
Homogene Verteilung
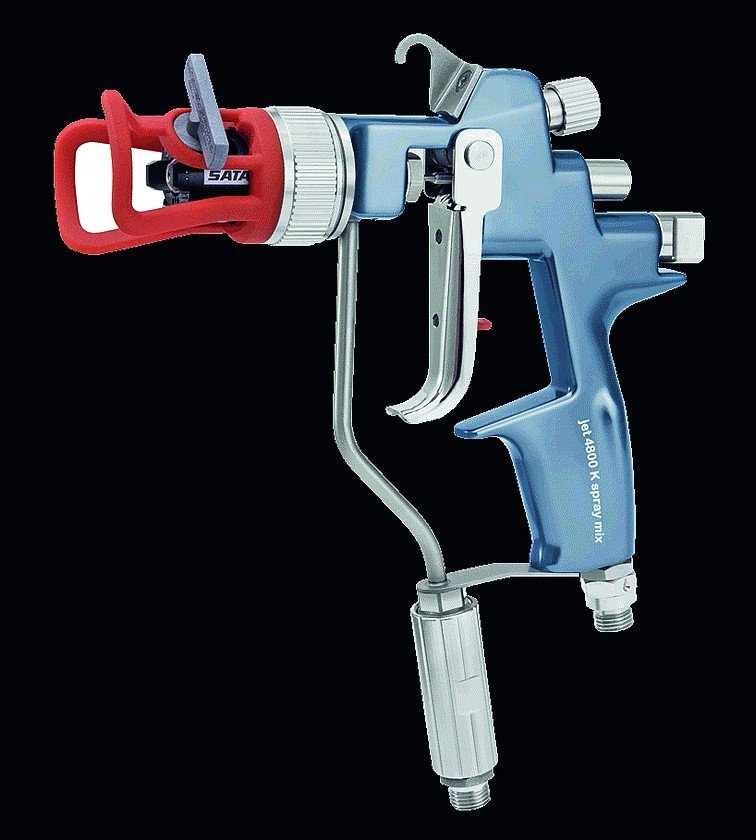
Um die verringerte Oberflächengüte beim Airless-Verfahren zu verbessern, kann bei Einsatz der air-mix-Lackierpistole SATAjet 4800 K spray mix dem zunächst unorganisiert zerstäubten Hochdruck-Materialstrahl noch „formgebende“ Spritzluft zugeführt werden. Über eine Luftdüse wird dem vorgeformten Airless-Sprühstrahl Druckluft zugeführt, welche die Tröpfchenverteilung organisiert und den Spritzstrahl ausformt. Die Vorteile liegen auf der Hand: eine homogene Verteilung der Tröpfchen sorgt für verbesserte Oberflächengüte. Der Overspray steigt natürlich durch die Luftanteile.
Zu beachten gilt jedoch, dass diese Technologie nicht an jeder Stelle eingesetzt werden kann. Zum einen entstehen bei der Zerstäubung enorme Scherkräfte, welche u. U. Einfluss auf die Lackchemie nehmen und zu unerwünschten Erscheinungen führen, zum anderen muss die große Materialmenge und die Zerstäubungsenergie auch beherrschbar auf dem Objekt appliziert werden (Überbeschichtung, Mikroblasen usw.).
Konsequent schützen
Grundsätzlich wird beim industriellen Lackieren die gleiche Peripherie in der Druckluftaufbereitung und beim Atemschutz wie im Refinish-Bereich eingesetzt. Druckluftfilter wie der SATA filter 484 sorgen für bestmöglich aufbereitete, kondensat- und silikonfreie Arbeits- und Atemluft. Umgebungsluftabhängige Filtermasken und fremdbelüftete Atemschutzsysteme müssen ebenso konsequent und entsrechend den berufsgenossenschaftlichen Regularien (DGUV Regel 100-500, GUV-R 190, DGUV Regel 109-013 ) eingesetzt werden.
Achim Trefz, SATA GmbH & Co. KG










{kind=link}