







„Nicht viel los heute“, dürfte der erste Eindruck von jemandem lauten, der zum ersten Mal die Fahrzeuglackiererei der Firmengruppe Kaupp in Schramberg besucht. Ruhig geht es zu, kein Rufen durch die Werkstatt, kein hektisches Umherlaufen – die Mitarbeiter wirken konzentriert und gleichzeitig entspannt, ab und zu geht jemand zu den großen Terminals, die in jeder Ecke der Werkstatt stehen, drückt ein paar Tasten und macht sich wieder an seinen Job. Noch etwas fällt auf: Werkstattwägen, Strahler, Werkzeuge, all die Geräte, die in Werkstätten häufig herum- und manchmal auch im Wege stehen, hängen oder stehen fein aufgereiht an ihren größtenteils farbig markierten Plätzen – ganz so, als hätte man vor dem Wochenende bereits aufgeräumt. Doch es ist mitten in der Woche, und das Auftragsvolumen ist an diesem Tag durchaus normal, wie Firmenchef Matthias Kaupp erklärt. Dass alles so ruhig und aufgeräumt erscheint, liegt zum großen Teil an einem Konzept namens PCE (für Process Centered Environment), nach dem Matthias Kaupp den Betrieb ausgerichtet hat – und immer noch ausrichtet. „PCE ist keine einmalige Maßnahme, sondern ein Programm zur Prozessoptimierung, das ständig mit Leben gefüllt werden muss“, erläutert Kaupp.
Mehr Verantwortung
Kennengelernt hat er das Konzept im Rahmen einer Studienreise von Acoat Selected an den „Ursprungsort“ von PCE. In Mentor/Ohio, USA, gibt es mit der DCR-Werkstattgruppe ein Unternehmen, das gemeinsam mit AkzoNobel ein Modell zur Werkstattorganisation und Prozessoptimierung für Lackier- und Karosseriebetriebe entwickelt hat und für dieses – auf dem amerikanischen Markt – sogar Lizenzen vergibt. In der AkzoNobel-DACH-Region hat sich Andreas Bäurle als PCE-Berater des Projekts angenommen.
Die ersten Fragen, die man sich in der Firma Kaupp gemeinsam mit Andreas Bäurle zu Beginn stellte, lauteten: Welche Produktionsschritte gibt es im
Betrieb? Und was kann in diesen Bereichen optimiert werden? Handlungsbedarf sah man sehr schnell am Beispiel Finish. „Der Finish-Bereich wurde bei uns als eigener Prozessschritt geführt“, erinnert sich Matthias Kaupp, „es ist aber ein Vorgang, der nicht bezahlt wird. Natürlich kann Finish notwendig sein, wir haben das Finish aber der Endlackierung zugeordnet – mit der Konsequenz, dass der Lackierer gleichzeitig auch für das Finish verantwortlich ist. Das verlangt mehr Flexibilität, ist aber auch effizienter. Denn ein Lackierer, der neben der Lackierung auch das Finish macht, denkt bereits bei der Lackierung daran, dass er Staubeinschlüsse, die ihm beim Lackieren unterlaufen, wieder korrigieren muss.“
Unentdecktes Potenzial
Die Übertragung des PCE-Konzepts setzt auch eine Überprüfung der eigenen Ressourcen voraus. „In den Gesprächen mit den Mitarbeitern hat sich immer wieder unentdecktes Potenzial
ergeben“, berichtet Matthias Kaupp. „Zum Beispiel gibt es bei uns Lackierer, die privat an ihren Autos arbeiten, und einfache Montagearbeiten hervorragend selbständig machen können. Dieses Potenzial nutzen wir jetzt. Ein Auto mit einem Kleinschaden muss dann nicht immer in den Karosserieprozess eingeschleust werden und dort einen ganzen Arbeitsplatz und Zeit einnehmen. Die einfachen Montagearbeiten können von unseren flexiblen Mitarbeitern direkt in der Vorbereitung erledigt werden.“
Eine entscheidende Rolle spielen dabei zwei Hilfsmittel: Der Teilewagen und das Schablonensystem. „Jeder weiß, dass Teilewägen die Arbeit erleichtern, aber sie werden oft nicht konsequent eingesetzt sondern quasi als Regal verwendet“, erläutert Andreas Bäurle. „Wir haben bei unserem im Rahmen von PCE entwickelten Teilwagen nun versucht, systematisch vorzugehen. Wichtig ist zum Beispiel, dass der Wagen zum Fahrzeug kommt und es durch den Prozess begleitet – und dass der Wagen auf genau definierte Art bestückt wird.“
PCE macht erfinderisch
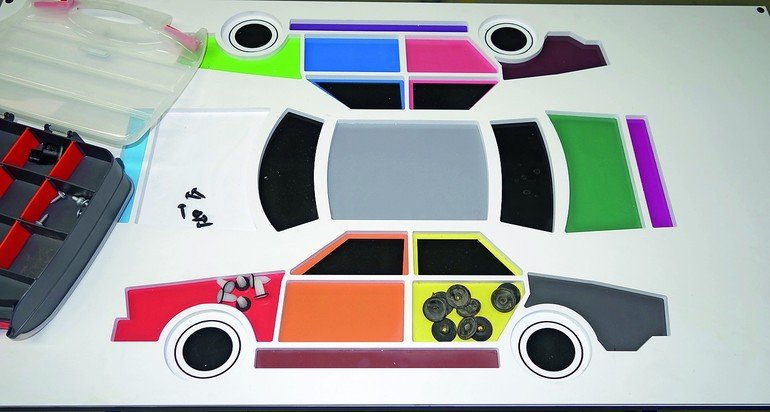
Das Schablonensystem dient einem ähnlichen Zweck. Vom PCE-Fieber infiziert, machte sich Matthias Kaupp Gedanken darüber, wie Kleinteile wie Schrauben und Klipse nach der Demontage so aufbewahrt werden können, dass sie nicht nur sicher verwahrt und auffindbar sind, sondern auch sofort deutlich wird, wo sie wieder angebracht werden sollen. Herausgekommen ist eine in einzelne Fächer unterteilte Schablone in Gestalt eines Autos, wobei die Fächer Fahrzeugpartien wie Kotflügel oder Stoßfänger entsprechen. Schrauben zur Montage bestimmter Karosseriepartien werden einfach im entsprechenden Fach abgelegt – einfach, aber genial.
Ähnlich einfach sind die Reinigungsstationen beschaffen, die in jedem Raum der Lackierwerkstatt angebracht sind. Besen, Kehrschaufel, Eimer – was im Bedarfsfall oft aufwendig gesucht werden muss, ist nun jederzeit zur Hand. „PCE bedeutet nicht, mit einer Maßnahme den großen Wurf zu landen, sondern an vielen Stellen permanent zu optimieren“, hat Matthias Kaupp erfahren. „Ganz wichtig ist es dabei, die Mitarbeiter von Anfang an einzubinden.“ „Wenn man einen Betrieb auf der grünen Wiese baut, ist es relativ einfach, die PCE-Elemente einzuführen“, weiß Andreas Bäurle. „Die Kunst ist es, in einem eingespielten Betrieb mit festgefahrenen Abläufen etwas zu ändern. Da ist viel Überzeugungsarbeit zu leisten und Strukturen sind zu schaffen, damit auch die Mitarbeiter ins Boot genommen sind.“
Mitarbeiter einbinden
Eine entscheidende Rolle spielt dabei Marc Brünle, der PCE-Projektleiter der Firma Kaupp. Bei ihm laufen alle Fäden zusammen. Seine Aufgabe besteht nicht nur darin, Veränderungen voranzutreiben und neue PCE-Ziele festzulegen, in seiner Verantwortung liegt auch die Kommunikation mit dem Team. „PCE konzentriert sich nicht nur auf die Prozesse, sondern auch auf den Mitarbeiter“, erklärt Marc Brünle: „Stellen Sie sich vor, Sie machen jeden Tag eine Aufgabe. Diese Aufgabe machen Sie gut und immer wieder auf die gleiche Weise. Fehlt ihnen aber die Kommunikation zu den angrenzenden Bereichen, bleiben Sie nur ein Rädchen im Getriebe, ein Teil von einem unbestimmten Ganzen.“ „Ganz wichtig ist es, auch den Mitarbeitern klarzumachen, dass die gewonnene Effizienz weder dazu dient, Arbeitskräfte einzusparen, noch dazu, am Markt billiger anbieten zu können“, ergänzt Matthias Kaupp. „Wir brauchen PCE, um mit gestiegenen Anforderungen unserer Kunden und knappen Zeitvorgaben profitabel zurechtzukommen – und um in Zeiten von Fachkräftemangel für unsere Mitarbeiter attraktive Arbeitsplätze zu schaffen.“










{kind=link}